





ثلاث طرق لقمع التجويف في لحام الليزر لسبائك الألمنيوم
تُستخدم سبائك الألمنيوم على نطاق واسع في صناعة السيارات والطاقة الجديدة والفضاء وصناعة البناء بسبب كثافتها المنخفضة وقوتها العالية ومقاومتها الجيدة للتآكل. في الوقت الحالي، تم استخدام اللحام بالليزر على نطاق واسع في إنتاج وتصنيع منتجات سبائك الألمنيوم. بالمقارنة مع الطريقة التقليدية للحام، يمكن للحام بالليزر توفير كفاءة إنتاج أعلى وجودة لحام أفضل، ويتم تحقيق لحام عالي الدقة وتوتير الهياكل المعقدة.

اللحام بالليزر هو نوع من التقنيات التي تشع الليزر عالي الكثافة على سطح المعدن وتجعل المعدن يذوب ثم يبرد ويتجلد ليشكل اللحام من خلال التوصيل الحراري الميكانيكي بين الليزر والمعدن. ووفقًا للآلية الحرارية للحام بالليزر، هناك نوعان من اللحام: لحام توصيل الحرارة ولحام الاختراق العميق، يستخدم لحام توصيل الحرارة بشكل رئيسي في لحام الحزمة لقطع الدقة أو اللحام الميكرو-نانو، ويستخدم لحام الاختراق العميق بشكل رئيسي في لحام المواد التي تحتاج إلى اختراق كامل، حيث يتبخر المواد في عملية اللحام ويظهر فجوة مفتاحية في حوض الانصهار، وهو الأسلوب الأكثر استخدامًا في اللحام بالليزر والاختيار الأول للحام سبائك الألمنيوم.
ميزات لحام الانصهار بالليزر:
المزايا: يستخدم اللحام بالليزر للألمنيوم سبيكة اللحام الليزر المتأرجح، بدون مواد إضافية، وتكنولوجيا لحام بسيطة، بدون مواد استهلاكية، سهل التشغيل؛
العيوب: يتطلب معايير عالية للتخلص من الفجوات في اللحام، خلاف ذلك يمكن أن يؤدي اللحام إلى الانهيار؛ نقطة بدء اللحام ونقطة نهايته من الصعب التركيز عليهما؛ استقرارية عملية اللحام، من السهل حدوث عيوب في اللحام؛
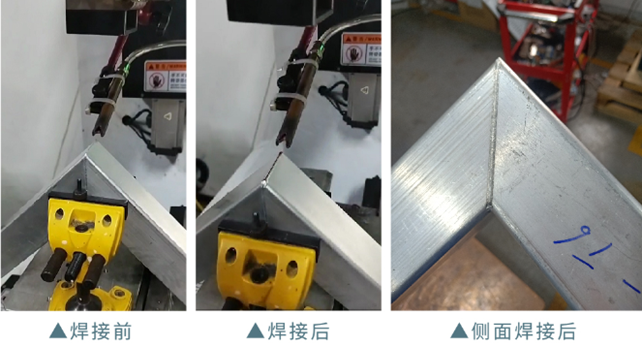
الحالة: لحام إطار باب سبيكة الألمنيوم في صناعة تزيين المباني
نظرًا للخصائص الفيزيائية الفطرية لسبائك الألمنيوم، مثل قلة امتصاص الليزر، ودرجة غليان عناصر السبيكة، والتوصيل الحراري العالي، ومعامل التمدد الحراري العالي، ونطاق درجة حرارة التجميد الواسع، وانكماش التجميد العالي، وقلة اللزوجة، وامتصاص الهيدروجين العالي في الحالة السائلة، إلخ، يتم بسهولة إنتاج عيوب مثل فجوات الهواء الساخنة والتشققات الساخنة خلال عملية لحام الليزر.
التجويف هو أحد العيوب الأكثر شيوعًا في اللحام بالليزر لسبائك الألمنيوم. يمكن أن يدمر التجويف كثافة المعدن الملحوم، ويضعف المساحة العرضية الفعالة للمعدن الملحوم، ويقلل من الخصائص الميكانيكية ومقاومة التآكل للمعدن الملحوم، لذلك يجب اتخاذ تدابير فعالة لمنع التجويف وتحسين الجودة الداخلية للحام.
قمع التجويف بواسطة لحام الانصهار بالليزر:
- كبح فجوات اللحام عن طريق طريقة المعالجة السطحية قبل اللحام
المعالجة السطحية قبل اللحام هي طريقة فعالة للسيطرة على التجويف في لحام الليزر لسبائك الألمنيوم.
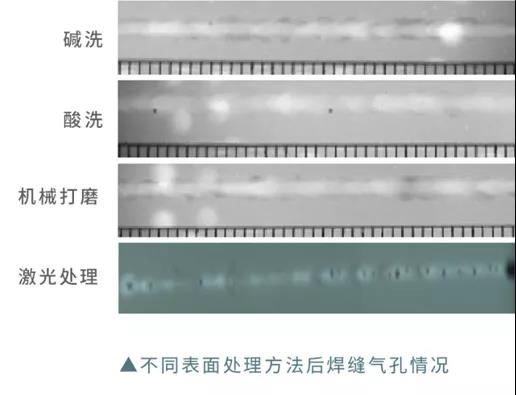
على سبيل المقارنة، يُعتبر معالجة السطح الكيميائية للوحة الاختبارية (تنظيف عامل التنظيف المعدني – غسيل بالماء – غسيل قلوي – غسيل بالماء – غسيل حمضي – غسيل بالماء – تجفيف) عملية الأفضل. من بينها، تم استخدام محلول الناتج من 25٪ NaOH (هيدروكسيد الصوديوم) لإزالة السطح من المواد، واستخدم محلول النتريك 20٪ HNO3 + 2٪ HF (فلوريد الهيدروجين) لتحييد الحل المتبقي قلويًا لتنظيف الحمض. بعد المعالجة السطحية، يتم لحام اللوح الاختباري في غضون 24 ساعة. بعد المعالجة، يتم تجميع اللوح الاختباري قبل اللحام ومن ثم يتم مسحه بالكحول الأنيدري.
- كبح التجويف في اللحام عن طريق معلمات عملية اللحام
يتعلق تكون فجوات اللحام بجودة معالجة سطح أجزاء اللحام وأيضًا بمعلمات عملية اللحام. الأثر الرئيسي لمعلمات اللحام على التجويف في اللحام يتمثل أساسًا في اختراق اللحام، أي تأثير نسبة عرض الظهر لعرض اللحام على التجويف في اللحام.
تشير النتائج إلى أن توزيع التركيز لفجوات السلسلة يمكن تحسينه بشكل فعال عندما يكون معدل عرض الظهر r > 0.6، ويمكن تحسين وجود الفجوات الكبيرة بشكل فعال عندما يكون معدل عرض الظهر r > 0.8، وبالتالي يتم التخلص من التجويف في اللحام إلى حد كبير.
- كبح فجوات اللحام عن طريق اختيار الغاز الواقي الصحيح ومعدل التدفق بشكل صحيح
أثناء اللحام بالليزر، يمكن أن يقلل النفخ المناسب لغاز الحماية من التجويف في اللحام بشكل فعال.
كما هو موضح أعلاه، يتم استخدام الأرجون (Argon) والهيليوم (Helium) لحماية سطح اللحام. في لحام بالليزر لسبائك الألمنيوم، فإن درجة تأين الأرجون والهيليوم للليزر مختلفة، مما يؤدي إلى تكوين لحام مختلف. تظهر النتائج أن تجويف اللحام باستخدام الأرجون كغاز حماية أقل من استخدام الهيليوم كغاز حماية.
في الوقت نفسه، يجب أيضًا الانتباه إلى أن تدفق الغاز الصغير (<10 لتر/الدقيقة) ينتج عنه عدد كبير من البلازما التي لا يمكن تهبيتها، مما يجعل بركة اللحام غير مستقرة ويزيد من احتمالية تكوين التجويف. يكون معدل تدفق الغاز معتدلًا (حوالي 15 لتر/الدقيقة)، وتتحكم البلازما بشكل فعال، ويمتلك الغاز الواقي تأثيرًا جيدًا في منع التأكسد على حوض الذوبان، ويكون التجويف الأقل. يكون معدل تدفق الغاز عاليًا وضغط الغاز عاليًا، لذلك يتم خلط بعض الغاز الواقي في حوض الذوبان ويتم زيادة التجويف.
إن قمع التجويف في سبائك الألمنيوم بواسطة اللحام بالليزر هو مشكلة صعبة. بسبب تأثير مادة سبائك الألمنيوم، لا يمكن تجنب تمامًا تجويف سبائك الألمنيوم في عملية اللحام. من خلال تحسين العمليات قبل وبعد اللحام، نلخص التجربة ونقدم 3 طرق لكبح التجويف لمرجعية زملائنا في الصناعة. تركز شركة Chuangxin Laser ليس فقط على البحث والابتكار في تكنولوجيا المنتجات بالليزر، ولكنها تستكشف أيضًا مختلف تقنيات المعالجة بالليزر، وتتطلع إلى مناقشة مع مزيد من خبراء الصناعة لتعزيز تقنية المعالجة بالليزر في الصين.
“`