It integrates the wire drum, welding power source, robot controller, and electrical cabinet, all mounted on the rail.
Installation is simple. Secure the expansion bolts on both sides, connect the cables to the standard ports, and then connect the power supply, wire-feed system, shielding-gas line, and compressed-air line. Start the computer, and the system is ready to operate.
Now, let’s see how it welds custom components. Use a forklift to position the workpiece freely beneath the robot. Large components can also be loaded with an overhead crane. No dedicated fixture is required.
Once the component is in place, the operator opens the system and moves the robot along the X-axis rail until it is positioned above the area to be welded.
A vision system is mounted on the robot. The operator clicks the capture button in the software interface, and the system acquires the component’s point-cloud data. The operator then defines the weld lines on the point cloud and assigns the welding task.
After the operator clicks “Confirm,” the robot scans the actual weld seams and collects detailed point-cloud data. Once the scan is complete, the system automatically calculates the welding path and generates the welding program.
The operator simply clicks “Confirm” again to begin welding. The entire process requires only a few mouse clicks.
While one robot is welding, the operator does not need to wait at the control station. Instead, the operator can prepare or operate a second or third robot, improving overall production efficiency.
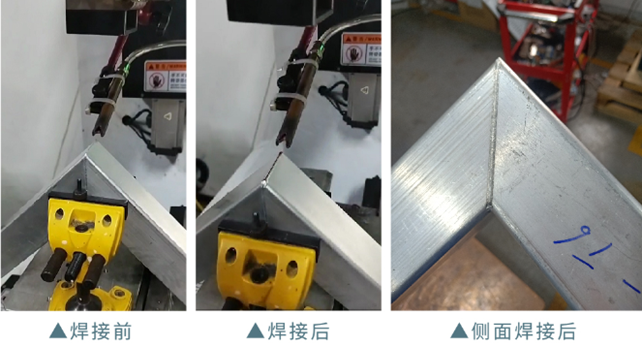
Straight seams, curved seams, and wrapped corner welds can all be generated in a single programming cycle.
When the workpiece changes, the system can recognize the new component and generate the corresponding welding program.uses standardized equipment to handle a wide range of non-standard components.
The system can process components up to 3.5 meters wide and approximately 600 millimeters high. It can weld one type of component today and switch to a completely different component tomorrow.
Like and save this video. In the next video, we’ll introduce the nine-axis cantilever welding workstation.
… See MoreSee Less
1 week ago
A veteran welder with 11 years of experience recently asked me three questions. Out of respect, I would like to offer a brief response.
1. Is the Industry Led by Technology or Capital?
To determine whether an industry is driven by technology or capital, we should first consider two questions: What does the industry truly lack—technology or funding?
If a technology genuinely offers a competitive advantage and clear commercial value, it is unlikely to remain underfunded for long. However, even if a company has sufficient capital, that does not necessarily mean it can acquire or develop truly core technologies.
Capital helps technology move from research and development into industrialization and large-scale commercial application. It allows technological achievements to spread more quickly and enables more manufacturers to benefit from technological progress.
However, capital must be supported by genuine technological capability and real product value. Without a solid technical foundation, financial investment alone cannot create sustainable competitiveness.
This is particularly important in the robotic welding industry. A company may be able to advertise a welding robot for sale, but the long-term value of that system still depends on its underlying technology, welding capability, reliability, and real production performance.
Therefore, technology is the foundation, while capital is a tool that accelerates commercialization and market adoption. Capital may appear to be driving the industry, but core technology ultimately determines its direction.
2. The Two Technical Paths Behind Programming-Free Welding
Some companies in the robotic automation industry have been operating for ten or even twenty years, yet they still rely heavily on traditional technical approaches and rarely attempt to build an entirely new intelligent welding system.
To some extent, this comes from an excessive dependence on past experience. Experience is undoubtedly valuable, but it can also restrict a company’s ability to explore new technical paths.
If our understanding of automation and intelligent manufacturing does not undergo a fundamental transformation, then even after ten, fifteen, or twenty years in the industry, we may still remain within the traditional framework.
We have been continuously developing scan-and-weld and programming-free welding technologies for seven or eight years. Today, an increasing number of companies are entering this field, and more buyers are beginning to compare a conventional robotic welder for sale with a genuinely intelligent, programming-free welding system.
Before these technologies emerged, welding mainly depended on two approaches: traditional automation and skilled human welders.
Intelligent manufacturing can essentially be understood as the further development of these two paths.
The first path is the upgrade of traditional automation.
A three-dimensional model is imported first, followed by programming and trajectory planning. A vision system is then used for workpiece positioning, weld seam detection, and deviation correction before welding begins.
This is essentially an advanced version of conventional robotic automation. It improves accuracy and adaptability, but the basic operating logic still depends on models, programming, and predefined trajectories.
The second path is the intelligent upgrade of the way an experienced welder works. This is what we call “scan-and-weld.”
After receiving a drawing and observing the workpiece, an experienced welder can quickly determine the weld position, welding sequence, and torch angle before starting the welding process. This can be described as “see-and-weld.”
If we replace the welder’s eyes with machine vision and convert the welder’s experience into algorithms, welding process databases, and intelligent decision-making systems, the robot can scan and identify the workpiece and then automatically generate the welding task.
This is what we mean by “scan-and-weld.”
It is not simply a matter of adding a vision system to a robot. The real objective is to give the robot recognition, judgment, planning, and execution capabilities similar to those of an experienced welder.
When customers evaluate different systems, they should therefore look beyond the basic machine configuration. Two systems may appear similar, but their actual intelligence, ease of use, welding process capability, and adaptability can be completely different.
I do not intend to explain the deeper technical principles in excessive detail here. Once this technology is widely adopted, its actual market performance will provide the clearest answer.
3. Why Are Intelligent Manufacturing Systems Still Relatively Expensive?
This question is not difficult to understand.
At present, intelligent manufacturing is still in a stage of continuous investment, technological development, and market validation. Industry pioneers must bear substantial research and development costs, testing expenses, talent costs, and market education expenses.
This is also why searches such as welding robot price or robotic welding machine price cannot be answered accurately with a single standard figure.
The final cost of a robotic welding system depends on many factors, including robot configuration, working range, external axes, vision technology, welding process requirements, software capability, safety systems, installation, training, and after-sales support.
A low initial quotation does not necessarily mean a lower total cost of ownership. If a system requires extensive manual programming, frequent technical intervention, or complicated fixture preparation, the customer may face much higher operating costs later.
Followers in the industry also face their own challenges.
Once a technical path has been proven, a large number of companies may quickly enter the market and imitate it. As competition intensifies, product prices and profit margins inevitably decline.
Innovators bear the risks and costs of early-stage research and development, while followers face intense price competition later. This is a common pattern in the development of emerging industries.
Therefore, when customers search for an industrial welding robot for sale, they should not evaluate the system based only on its purchase price. They should also consider productivity, programming time, labor requirements, welding quality, system stability, maintenance support, and long-term operating costs.
Whether a company is a technology pioneer or a later market entrant, the ultimate objective should be the same: to use intelligent manufacturing to reduce production costs, improve product quality and production efficiency, and reduce excessive dependence on manual labor.
We hope that the manufacturing industry of the future will become more competitive. At the same time, we hope frontline workers can gradually move away from repetitive, dangerous, and harsh working environments and transition into positions with greater technical value, better working conditions, and higher incomes.
That is the fundamental purpose behind our commitment to intelligent manufacturing.
… See MoreSee Less
1 week ago