Tres métodos para suprimir la porosidad en la soldadura láser de aleaciones de aluminio
La aleación de aluminio se utiliza ampliamente en la industria automotriz, de energía nueva, aeroespacial y de la construcción debido a su baja densidad, alta resistencia y buena resistencia a la corrosión. En la actualidad, la soldadura láser se ha utilizado ampliamente en la producción y fabricación de productos de aleación de aluminio. En comparación con el método de soldadura tradicional, la soldadura láser puede proporcionar una mayor eficiencia de producción y una mejor calidad de soldadura, se logra la soldadura de alta precisión y la automatización de estructuras complejas.

La soldadura láser es una tecnología que irradia un láser de alta intensidad en la superficie del metal y hace que el metal se funda y luego se enfríe y cristalice para formar la soldadura a través del acoplamiento termomecánico entre el láser y el metal. Según el mecanismo térmico de la soldadura láser, existen dos tipos de soldadura por conducción de calor y soldadura por penetración profunda. La soldadura por conducción de calor se utiliza principalmente en la soldadura de empaques de piezas de precisión o micro-nano soldadura, y la soldadura láser de penetración profunda se utiliza principalmente en la soldadura de materiales que necesitan penetración completa, el proceso de soldadura vaporizará el material y aparecerá un agujero clave en la piscina fundida, que es el método de soldadura láser más utilizado y la primera opción para la soldadura de aleaciones de aluminio.
Características de la soldadura por fusión láser:
Ventajas: la soldadura láser de aleaciones de aluminio utilizando soldadura láser oscilante, no requiere materiales adicionales, el equipo de soldadura es simple, no hay consumibles, fácil de automatizar;
Desventajas: altos requisitos para el espacio de separación de soldadura, de lo contrario, la soldadura es propensa a colapsar; el punto de inicio y finalización de la soldadura son fáciles de enfocar; estabilidad del proceso de soldadura, fácil de producir defectos de soldadura;
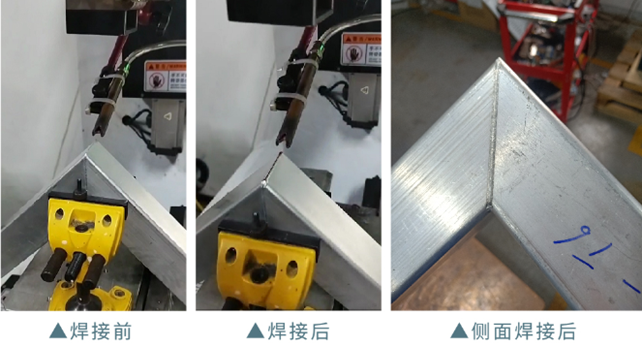
Caso: Soldadura del marco de puerta de aleación de aluminio de la serie 5 en la industria de la decoración de edificios
Debido a las propiedades físicas inherentes de las aleaciones de aluminio, por ejemplo, la baja absorción de láser, el bajo punto de ebullición de los elementos de la aleación, la alta conductividad térmica, el alto coeficiente de expansión térmica, el rango de temperatura de solidificación relativamente amplio, la alta contracción de solidificación, la baja viscosidad y la alta absorción de hidrógeno en estado líquido, etc., en el proceso de soldadura láser, es fácil producir defectos como agujeros de soplado, grietas calientes, etc.
La porosidad es uno de los defectos más comunes en la soldadura láser de aleaciones de aluminio. Puede destruir la compacidad del metal de soldadura, debilitar el área efectiva de la sección transversal de la soldadura y reducir las propiedades mecánicas y la resistencia a la corrosión de la soldadura, por lo tanto, se deben tomar medidas efectivas para prevenir la porosidad y mejorar la calidad interna de la soldadura.
Supresión de la porosidad mediante soldadura por fusión láser:
- Restringir el agujero de soplado de soldadura mediante el tratamiento superficial antes de la soldadura
El tratamiento superficial antes de la soldadura es un método efectivo para controlar la porosidad en la soldadura láser de aleaciones de aluminio.
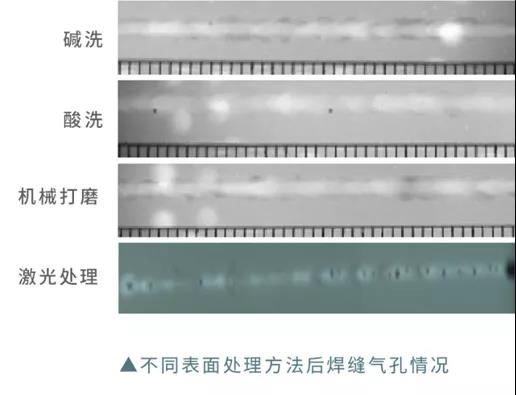
Por el contrario, el tratamiento químico de la superficie de la placa de prueba (limpieza con agente de limpieza de metal-lavado con agua-lavado con álcali-lavado con agua-lavado con ácido-lavado con agua-secado) es el mejor proceso. Entre ellos, se utilizó una solución acuosa al 25% de NaOH (hidróxido de sodio) para eliminar el espesor de la superficie del material, y se utilizó una solución acuosa de 20% de HNO3 (ácido nítrico) + 2% de HF (ácido fluorhídrico) para neutralizar la solución alcalina residual para la limpieza ácida. Después del tratamiento de la superficie, la placa de prueba se suelda dentro de las 24 horas. Después del tratamiento, la placa de prueba se ensambla antes de la soldadura y luego se limpia con alcohol anhidro.
- La porosidad de soldadura se suprime mediante parámetros del proceso de soldadura
La formación del agujero de soplado de soldadura está relacionada no solo con la calidad del tratamiento superficial de las piezas de soldadura, sino también con los parámetros del proceso de soldadura. La influencia de los parámetros de soldadura en la porosidad de la soldadura se refleja principalmente en la penetración de la soldadura, es decir, la influencia de la relación de ancho de espalda de soldadura en la porosidad de la soldadura.
Los resultados muestran que la distribución de concentración de porosidad en cadena se puede mejorar efectivamente cuando la relación de ancho de espalda r > 0,6, y la existencia de porosidad grande se puede mejorar efectivamente cuando la relación de ancho de espalda r > 0,8, la porosidad en la soldadura se elimina en gran medida.
- Restringir el agujero de soplado de soldadura seleccionando correctamente gas protector y caudal
Durante la soldadura láser, la adecuada soplada de gas de protección puede reducir eficazmente la porosidad de la soldadura.
Como se muestra arriba, se utiliza Ar (argón) y He (helio) para proteger la superficie de la soldadura. En la soldadura láser de aleaciones de aluminio, el grado de ionización de AR y He al láser es diferente, lo que resulta en una formación de soldadura diferente. Los resultados muestran que la porosidad de la soldadura utilizando AR como gas de protección es menor que la utilizando He como gas de protección.
Al mismo tiempo, también debemos prestar atención a que el flujo de gas pequeño (< 10L/min) de soldadura produce una gran cantidad de plasma que no puede ser soplado, lo que hace que la piscina de soldadura sea inestable y aumenta la probabilidad de formación de porosidad. El caudal de gas es moderado (aproximadamente 15 L/min), el plasma se controla efic azmente, el gas protector tiene un buen efecto antioxidante en la piscina de solución y los poros son los menos. El caudal de gas es demasiado alto y la presión del gas es demasiado alta, por lo que parte del gas protector se mezcla en la piscina de solución y la porosidad aumenta.
Es un problema difícil suprimir la porosidad de la aleación de aluminio mediante soldadura láser. Debido a la influencia del material de la aleación de aluminio, la porosidad de la aleación de aluminio no se puede evitar completamente en el proceso de soldadura. A través de la optimización del proceso antes y después de la soldadura, resumimos el experimento y proponemos 3 tipos de formas de restringir el agujero de soplado para la referencia de colegas en la industria. Chuangxin láser no solo se centra en la investigación e innovación de la tecnología de productos láser, sino que también explora varias tecnologías de procesamiento láser, y espera discutir con más expertos de la industria para promover la tecnología de procesamiento láser en China.
“`





