



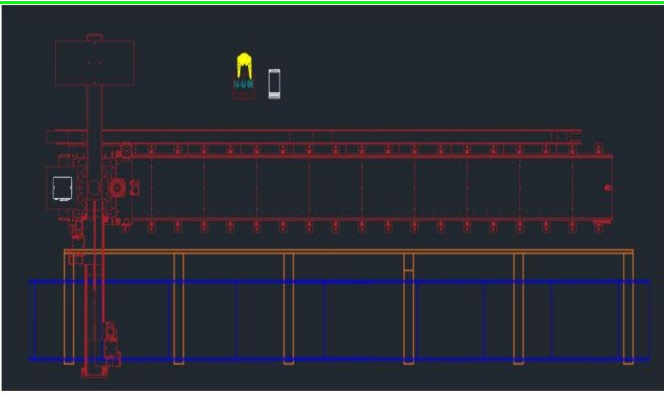
ER-10-1600
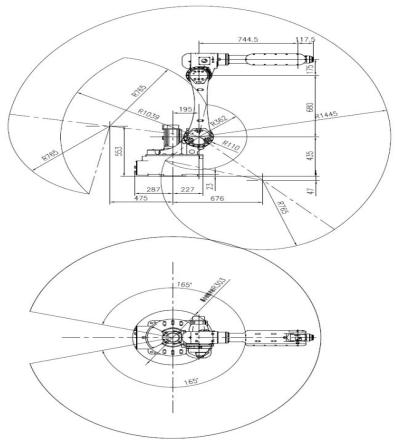
Maximum arm span: 1640mm Repeated positioning accuracy: ±0.05mm
| Allowable moment of inertia of wrist | Axis J1 | 20N.m | ||||||||||||
| Axis J2 | 20N.m | ||||||||||||||
| Axis J3 | 10N.m | ||||||||||||||
| Axis J4 | 0.625kg.m2 | ||||||||||||||
| Axis J5 | 0.625kg.m2 | ||||||||||||||
| Axis J6 | 0.2kg.m2 | ||||||||||||||
| Maximum single-axis speed | Axis J1 | 170°/sec | |||||||||||||
| Axis J2 | 160°/sec | ||||||||||||||
| Axis J3 | 180°/sec | ||||||||||||||
| Axis J4 | 330°/sec | ||||||||||||||
| Axis J5 | 360°/sec | ||||||||||||||
| Axis J6 | 600°/sec | ||||||||||||||
| Motion range of each axis | Axis J1 | ±165° | |||||||||||||
| Axis J2 | +80°/-135° | ||||||||||||||
| Axis J3 | +163°/-75° | ||||||||||||||
| Axis J4 | ±180° | ||||||||||||||
| Axis J5 | ±130° | ||||||||||||||
| Axis J6 | ±360° |





Consumable inspection list | |||||||||
Thank you for your trust and attention to our company, and I wish your business every success! | |||||||||
S/N | Product family | Product name | Model | Figure | Unit price (including tax) | Unit | Brand | Recommended replacement time | Remarks |
1 |
605W vulnerable parts | Contact tip | TRM035-02-12 | | 6.00 | Pcs | Thelma | 8-12 hrs | Trial 1.2 welding wire |
2 | Conductive nozzle holder | TRM045-03 | 46.00 | Pcs | Thelma | 1 month | |||
3 | Nozzle | TRM015-42-16c | 56.00 | Pcs | Thelma | 1 month | Adapt to different conductive nozzle holders | ||
4 |
Nozzle socket |
TRM605w-22-02-ZJ | |
220.00 |
Pcs |
Thelma | Under normal usage, it usually lasts for 3 months, except for overloading or welding damage due to lack of water | ||
5 | Insulator | TRM605w-22-01 | 12.00 | Pcs | Thelma | 15 days | |||
6 |
Bent pipe |
TRM605w-22L-A | |
1,850.00 |
Pcs |
Thelma | Normal service life 1-2 years, excluding impact damage and scalding | The degree of the gun stem is different, please confirm | |
7 | O-ring | TRM605w-22-23 | | 24.00 | Set (3 pcs.) | Thelma | 1 month | ||
8 | Wire feed soft pipe | TRM152B-12-23 | 48.00 | Pcs | Thelma | 1 month | |||
9 | Wire feed pipe joint | TRM605w-22-22 | 22.00 | Pcs | Thelma | 2 months | |||
10 | Shunt | TRM605w-22-19 | 18.00 | Pcs | Thelma | 60 days | |||
11 | Insulating disc (including screws) | TRM231-C40252 (old) | 280.00 | Pcs | Thelma | 360 days | |||
12 | Insulating disc (including screws) | TRM231-C40252 (new) | 280.00 | Pcs | Thelma | 360 days | |||
17 | Ruiniu line laser glass 1 | 26*12*1.1mm | 2.00 | Pcs. | JTClaser | ||||
18 | Ruiniu line laser glass 2 | 26*28*1.1mm | 2.00 | Pcs. | JTClaser | ||||
19 | Wire feeding tube |
Wire feeding tube | 2m | 90.00 | Pcs | JTClaser | |||
20 | 4m | 120.00 | Pcs | JTClaser | |||||
21 | 6m | 180.00 | Pcs | JTClaser | |||||
22 | Wire feeder | Wire feeder | 1.2/1.4/1.6 | 30.00 | Pcs | Ota | |||
23 |
Teach pendant | Cable | 8m | 1,200.00 | Pcs | EFT | |||
24 | Cable | 16m | 1,600.00 | Pcs | EFT | ||||
25 | Screen maintenance | TPU-13-s-65 | 1,800.00 | Pcs | EFT | ||||
26 | Teaching pendant membrane | 20.00 | Pcs. | JTClaser | |||||
27 | Camera lens | Lens | MV-LD-4-4M-G | 800.00 | Pcs | Mind Vision | |||
28 | Point laser | Communication line | 100.00 | Pcs | Chengtuo |
